


Podczas procesu granulacji w maszynie do produkcji peletu paszowego powstają pojedyncze peletki paszowe lub pojedyncze peletki paszowe o różnych kolorach, powszechnie znane jako „pasza kwiatowa”. Taka sytuacja jest powszechna w produkcji pasz wodnych, objawiając się głównie tym, że kolor poszczególnych cząstek wytłaczanych z matrycy pierścieniowej jest ciemniejszy lub jaśniejszy niż w przypadku innych standardowych cząstek, lub że kolor powierzchni poszczególnych cząstek jest niejednolity, co wpływa na jakość wyglądu całej partii paszy.

Główne przyczyny tego zjawiska są następujące:
a)Skład surowców paszowych jest zbyt złożony, zawiera zbyt wiele rodzajów surowców, jest nierównomiernie wymieszany i ma niejednolitą zawartość wilgoci w proszku przed przetworzeniem cząstek paszy.
b)Zawartość wilgoci w surowcach używanych do granulacji jest nierównomierna. W procesie produkcji karmy dla zwierząt wodnych często konieczne jest dodanie niewielkiej ilości wody do mieszalnika w celu skompensowania utraty wody w surowcach po ultra drobnym rozdrobnieniu. Po wymieszaniu, surowiec jest następnie przesyłany do kondycjonera w celu hartowania. Niektórzy producenci pasz stosują zbyt prosty proces produkcji paszy – wrzucają składniki potrzebne do receptury bezpośrednio do mieszalnika i dodają odpowiednią ilość wody, zamiast przeprowadzać szczegółowy i powolny proces dodawania zgodnie z wymaganiami branżowymi. W związku z tym trudno im zapewnić równomierne rozłożenie składników paszy pod względem rozpuszczalności w wodzie. Używając tych wymieszanych składników do kondycjonowania, okazuje się, że ze względu na wydajność kondycjonera, zawartość wilgoci nie może być szybko i równomiernie rozprowadzona. W związku z tym dojrzałość przetworzonych produktów paszowych pod wpływem działania pary wodnej jest bardzo zróżnicowana w zależności od ich części, a hierarchia barw po granulacji staje się niewystarczająco wyraźna.
c)W zasobniku granulacyjnym znajdują się materiały pochodzące z recyklingu o wielokrotnej granulacji. Granulat po granulacji może zostać przekształcony w produkt końcowy dopiero po schłodzeniu i przesianiu. Przesiany drobny proszek lub materiał drobnoziarnisty często trafia do procesu produkcyjnego w celu ponownej granulacji, zazwyczaj w mieszalniku lub w oczekiwaniu na silos granulacyjny. Ze względu na fakt, że ten rodzaj materiału zwrotnego jest regenerowany i granulowany, jeśli zostanie nierównomiernie zmieszany z innymi materiałami pomocniczymi lub z materiałem drobnoziarnistym z maszyny zwrotnej po kondycjonowaniu, może czasami wytwarzać „materiał kwiatowy” w niektórych formułach paszowych.
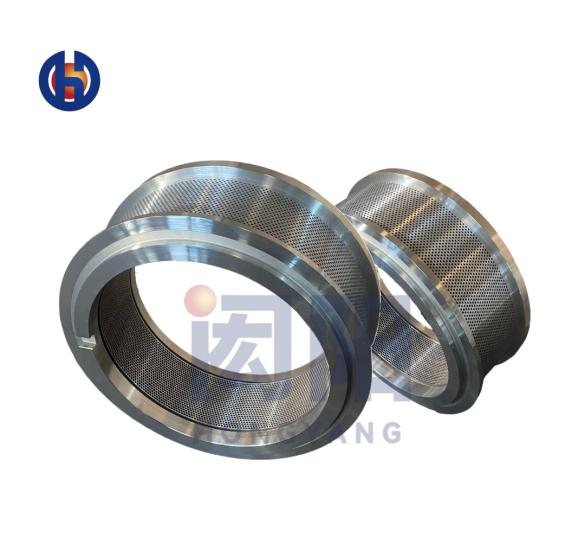
d)Gładkość wewnętrznej ścianki otworu matrycy pierścieniowej jest nierównomierna. Z powodu nierównomiernego wykończenia powierzchni otworu matrycy, opór i ciśnienie wytłaczania, którym poddawany jest obiekt podczas wytłaczania, są różne, co skutkuje nierównomiernymi zmianami koloru. Ponadto, niektóre matryce pierścieniowe mają zadziory na ściankach małych otworów, które mogą zarysować powierzchnię cząstek podczas wytłaczania, powodując różnice w kolorze powierzchni poszczególnych cząstek.
Metody udoskonalania czterech wymienionych powyżej powodów wytwarzania „materiałów kwiatowych” są już bardzo jasne, a ich głównymi celami są kontrola równomierności mieszania każdego składnika formuły oraz równomierności mieszania dodanej wody; Poprawa wydajności hartowania i odpuszczania może ograniczyć zmiany koloru; Kontrola materiału zwrotnego maszyny. W przypadku formuł, w których istnieje ryzyko wytwarzania „materiału kwiatowego”, należy unikać bezpośredniej granulacji materiału zwrotnego maszyny. Materiał zwrotny maszyny powinien zostać zmieszany z surowcem i ponownie rozdrobniony; Używaj wysokiej jakości matryc pierścieniowych, aby kontrolować gładkość otworów matrycy, a w razie potrzeby szlifuj otwory matryc pierścieniowych przed użyciem.
Zaleca się konfigurację dwuwarstwowego, dwuosiowego kondycjonera różnicowego oraz dwuwarstwowego kondycjonera z przedłużonym płaszczem, z czasem hartowania do 60-120 sekund i temperaturą hartowania powyżej 100°C. Hartowanie jest równomierne, a wydajność doskonała. Zastosowanie wielopunktowego wlotu powietrza znacznie zwiększa powierzchnię przekroju poprzecznego materiału i pary, co poprawia dojrzałość materiału i efekt hartowania i odpuszczania. Cyfrowy panel wskaźników i czujnik temperatury wyświetlają temperaturę kondycjonowania, ułatwiając użytkownikom kontrolę w dowolnym momencie.
Informacje kontaktowe pomocy technicznej:
WhatsApp: +8618912316448
E-mail:hongyangringdie@outlook.com
Czas publikacji: 26 lipca 2023 r.








