


Podczas procesu granulacji maszyny do peletu paszowego występują pojedyncze peletki paszowe lub pojedyncze peletki paszowe o różnych kolorach, powszechnie znane jako „pasza kwiatowa”. Taka sytuacja jest powszechna w produkcji paszy wodnej, głównie objawiająca się tym, że kolor pojedynczych cząstek wytłaczanych z pierścienia jest ciemniejszy lub jaśniejszy niż innych normalnych cząstek, lub że kolor powierzchni poszczególnych cząstek jest niespójny, co wpływa na jakość wyglądu całej partii paszy.

Główne przyczyny tego zjawiska są następujące:
a)Skład surowców paszowych jest zbyt złożony, zawiera zbyt wiele rodzajów surowców, jest nierównomiernie wymieszany i ma niejednolitą zawartość wilgoci w proszku przed przetworzeniem cząstek paszy.
b)Zawartość wilgoci w surowcach używanych do granulacji jest niespójna. W procesie produkcji pokarmu dla zwierząt wodnych często konieczne jest dodanie niewielkiej ilości wody do mieszalnika w celu zrekompensowania utraty wody w surowcach po ultradrobnym kruszeniu. Po wymieszaniu jest on następnie przesyłany do kondycjonera w celu hartowania. Niektórzy producenci pasz stosują zbyt prosty proces produkcji paszy — wkładają materiały wymagane do formuły bezpośrednio do mieszalnika i dodają wystarczającą ilość wody, zamiast przeprowadzać szczegółowy i powolny proces dodawania zgodnie z wymaganiami zawodowymi. Dlatego też trudno im zapewnić zrównoważony rozkład składników paszy pod względem rozpuszczalności w wodzie. Kiedy używamy tych wymieszanych składników do obróbki kondycjonującej, okazuje się, że ze względu na wydajność kondycjonera zawartość wilgoci nie może być szybko równomiernie rozproszona. Dlatego dojrzałość przetworzonych produktów paszowych pod wpływem działania pary wodnej znacznie różni się w zależności od części, a hierarchia kolorów po granulacji staje się niewystarczająco wyraźna.
c)W pojemniku granulacyjnym znajdują się materiały pochodzące z recyklingu z powtarzaną granulacją. Materiał granulowany po granulacji może zostać zmieniony w produkt końcowy dopiero po schłodzeniu i przesianiu. Przesiany drobny proszek lub materiał o małych cząstkach często trafia do procesu produkcyjnego w celu ponownej granulacji, zwykle w mieszalniku lub w oczekiwaniu na silos granulacyjny. Ze względu na fakt, że ten rodzaj materiału powrotnego jest rekondycjonowany i granulowany, jeśli jest nierównomiernie mieszany z innymi materiałami pomocniczymi lub mieszany z materiałami o małych cząstkach z maszyny powrotnej po kondycjonowaniu, może czasami wytwarzać „materiał kwiatowy” dla niektórych formuł paszowych.
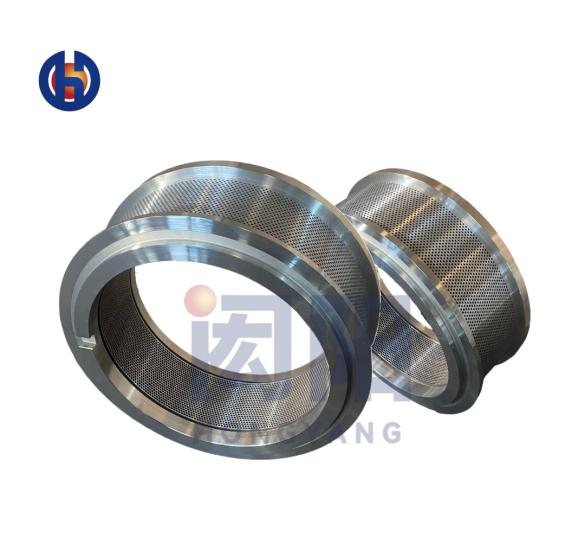
d)Gładkość wewnętrznej ściany otworu matrycy pierścieniowej jest niespójna. Ze względu na niespójne wykończenie powierzchni otworu matrycy, opór i ciśnienie wytłaczania, którym obiekt podlega podczas wytłaczania, są różne, co powoduje niespójne zmiany koloru. Ponadto niektóre matryce pierścieniowe mają zadziory na małych ściankach otworów, które mogą zarysować powierzchnię cząstek podczas wytłaczania, co powoduje różne kolory powierzchni dla poszczególnych cząstek.
Metody udoskonalania dla czterech powodów produkcji „materiałów kwiatowych” wymienionych powyżej są już bardzo jasne, głównie kontrola jednorodności mieszania każdego składnika w formule i jednorodności mieszania dodanej wody; Poprawa wydajności hartowania i odpuszczania może zmniejszyć zmiany koloru; Kontrola materiału maszyny powrotnej. W przypadku formuł, które są podatne na produkcję „materiału kwiatowego”, staraj się nie granulować bezpośrednio materiału maszyny powrotnej. Materiał maszyny powrotnej powinien być zmieszany z surowcem i ponownie rozdrobniony; Używaj wysokiej jakości matryc pierścieniowych, aby kontrolować gładkość otworów matrycy, a w razie potrzeby szlifuj otwory matrycy pierścieniowej przed użyciem.
Zaleca się skonfigurowanie dwuwarstwowego dwuosiowego kondycjonera różnicowego i dwuwarstwowego kondycjonera z rozszerzonym płaszczem, z czasem hartowania do 60-120 sekund i temperaturą hartowania powyżej 100 ℃. Hartowanie jest równomierne, a wydajność jest doskonała. Zastosowanie wielopunktowego wlotu powietrza znacznie zwiększa powierzchnię przekroju poprzecznego materiału i pary, poprawiając tym samym dojrzałość materiału i poprawiając efekt hartowania i odpuszczania; Cyfrowy panel instrumentów i czujnik temperatury mogą wyświetlać temperaturę kondycjonowania, dzięki czemu użytkownicy mogą ją łatwo kontrolować w dowolnym momencie.
Informacje kontaktowe pomocy technicznej:
Wiadomość WhatsApp: +8618912316448
E-mail:hongyangringdie@outlook.com
Czas publikacji: 26-07-2023








